熱膨張冷えれば縮む!
鉄は、オーステナイトの状態まで温度があがるとやわらかくなりますよね。ところが、溶接やガスで部分的に熱すると、熱した一部だけしかオーステナイトの状態になりません。柔らかくなるのは、一部だけです。回りは堅いままです。一部の柔らかい場所は高温のため、膨張しようとしますが、周りが固いため膨張することができませんよね。逃げ場を失った高温部分は外部に逃げ場を求めて膨張します。でも、回りが固いため形状は変化しません。
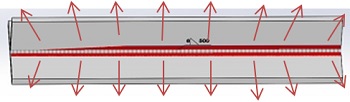
溶接が終了してオーステナイトの部分が冷え始めると、今度は膨らもうとしていた部分が縮みます。
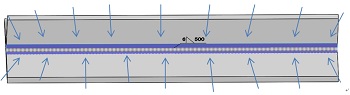
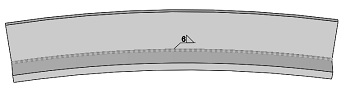
強制的にちぢんじゃうから、結果として溶接した部分が引張って、板が湾曲に変化しちゃいます。
熱変形を抑える方法とは!
溶接熱による歪みをなるべく少なくするには、いくつかの方法があります。
- 強制的に外部から力を加えて、予め板を逆ぞりさせてから溶接する。
- 最初から、歪むことを考慮して板を逆に湾曲に加工する。
- 水などをかけて冷却しながら溶接する。膨らむ部分を最小限にしながら溶接。
- 1番と同じような考え方だけど、固いものを仮止めして冷えたときに縮まないようにする。
- その他の方法。
1.逆ぞり溶接
強制的に力を加えて、溶接の熱で縮むた側の反対に反らせて溶接する方法。
この方法なら、慣れている溶接屋さんなら、仮止めした状態を見れば、どのくらい反らせればいいのか一瞬でわかってもらえるから一番いい方法だと思います。
溶接をはじめたばかりの人は、どっちに曲がるのかもわからないから、指導してあげないと図面と全然違うものができちゃう。ここがポイント、必ずみてあげてね。
画像は逆ぞりさせる方法の一つです。ターンバックルを使ったり、ジャッキなどを使って反らせることもあります。溶接の前の画像、3.2㎜の板を両端に入れて真ん中をL型クランプで挟んでます。

溶接後の画像。寸法ピッタリ!

2.はじめから板を湾曲させる
よく、作業者から言われるのがコレ、でもこの方法をやっちゃうと仮止めのときに隙間があいてしまったり、面があっていなかったり大問題が発生しちゃうから要注意です。
なれていない作業者から「はじめから逆に反った材料にして」って言われたらよく考えてね。
何回教えても、いつも同じことをいう人には「バッカチ~ン!」と言ってね。
3.冷却溶接
水をかけながら溶接すれば、多少歪を軽減できますが、アークとか半自動で溶接すると感電しちゃうからあぶない!
水冷は切断や曲げ加工の場合に使ってください。
4.補強で固定
溶接で歪が出る場所に、頑強なH鋼とかアングルなどを仮止めしてピッタリストレートにして溶接することもありますが、もともと鋼材はまっすぐじゃないし、溶接完了後に鋼材を外すと、スプリングバックで歪が発生するから、ラフな部品じゃないと後で大変。
仮止めした部分をちゃんと処理しないと大問題発生、これよく忘れるから注意が必要です。
5.その他
溶接歪が出にくい方法はまだまだ沢山ありますが、上記の方法が主だと思いますので、あとは割愛します。
曲がっちゃったら
もし、歪の数値が許容差以上になった場合の修正方法ですが皆さんはどうしてますか?
曲がっちゃったら、反対にそらせて、黄色い部分をガスでお灸すれば簡単になおっちゃいます。あまり、熱を入れ過ぎると逆に反っちゃうから注意してね。

今日のつぶやきは設計屋さんに役立つ情報でしょ。設計するときに歪が出にくい形状にしたり、補強の付け方を歪の影響が出ても大丈夫なところにするとか、工夫してあげると、作業するひとがらくにできます。是非工夫してあげてね。
出来る限り、現場を見て歩いたり、一緒に作業してみたりすると、わかりやすいかも。せっかく図面を書いても、エンドミルが入らなから加工不可とか、溶接機のトーチが入らなくて溶接できないなんてことになったら、とってももったいないですよ。
ちょっと長くなりましたが、設計屋さんは大変ですよ!
さいごまでお付き合いありがとうございました。
これでおしまいです。
コメント